

Novità del settore
Casa / Novità / Novità del settore / Qual è la durata di servizio dei pezzi forgiati del riduttore di una turbina eolica?
 Casa / Novità / Novità del settore / Qual è la durata di servizio dei pezzi forgiati del riduttore di una turbina eolica?
Casa / Novità / Novità del settore / Qual è la durata di servizio dei pezzi forgiati del riduttore di una turbina eolica? 
Novità del settore
Qual è la durata di servizio dei pezzi forgiati del riduttore di una turbina eolica?
2026-05-08
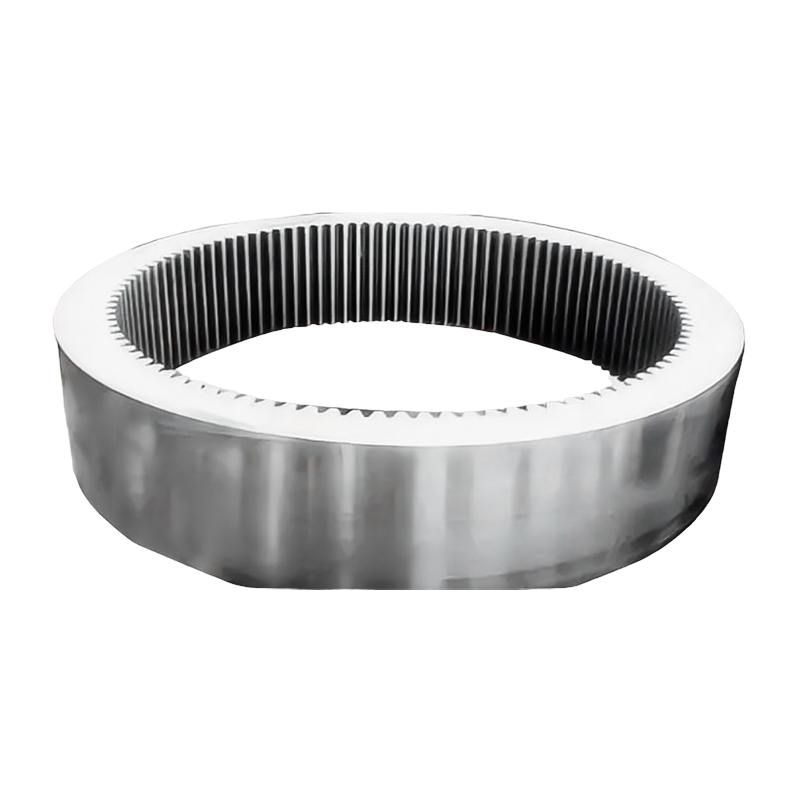
La vita utile progettata di Forgiati di riduttori per turbine eoliche è tipicamente 20 anni , che è in linea con la durata operativa standard di una moderna turbina eolica. Con la selezione ottimale dei materiali, la qualità della produzione, la gestione della lubrificazione e le pratiche di manutenzione, i componenti forgiati ad alte prestazioni, tra cui corone dentate, portasatelliti, alberi e flange, possono raggiungere o superare questo obiettivo. Tuttavia, la durata effettiva varia considerevolmente a seconda dei cicli di carico, delle condizioni ambientali e della disciplina di manutenzione, e in alcune installazioni è stata documentata la sopravvivenza dei pezzi forgiati 25 anni o più senza sostituzione.
Perché 20 anni sono lo standard di progettazione del settore
La durata di progettazione di 20 anni per i componenti della trasmissione delle turbine eoliche non è arbitraria: deriva dal quadro finanziario e strutturale dei progetti di energia eolica. La maggior parte dei contratti di finanziamento dei parchi eolici, dei contratti di acquisto di energia e delle approvazioni di autorizzazione sono strutturati attorno a una durata del progetto di 20 anni, pertanto i progettisti di turbine progettano tutti i principali componenti strutturali e meccanici in modo che rimangano entro limiti di fatica sicuri durante tale periodo.
Nello specifico, per i forgiati dei riduttori, lo standard IEC 61400-1 regola i carichi di progettazione delle turbine eoliche, mentre i componenti di ingranaggi e cuscinetti sono dimensionati secondo ISO 6336 (fatica degli ingranaggi) e ISO 281 (durata dei cuscinetti). Questi standard definiscono gli spettri di carico, i fattori di sicurezza e i calcoli della fatica che mirano collettivamente a durata di progettazione minima di 20 anni con un livello di affidabilità del 97,5% per forgiati di trasmissioni critiche.
Con il crescente interesse per i progetti di estensione della vita utile – in cui gli operatori cercano di far funzionare le turbine oltre la loro durata di vita originale per massimizzare il ritorno sull’investimento – molti componenti forgiati vengono ora progettati per Una vita a fatica di 25 o 30 anni nei progetti di turbine più recenti, a condizione che i protocolli di manutenzione siano seguiti rigorosamente.
Fattori chiave che determinano la durata dei pezzi forgiati del cambio
La durata non è esclusivamente una funzione della progettazione: è il risultato cumulativo della qualità dei materiali, della precisione della produzione, del carico operativo e della qualità della manutenzione. I seguenti fattori hanno la maggiore influenza misurabile:
Grado dei materiali e pulizia
I pezzi fucinati dei riduttori delle turbine eoliche sono prodotti, più comunemente, da acciai altolegati 18CrNiMo7-6, 20MnCr5 o 42CrMo4 , selezionati per la loro combinazione di tenacità del nucleo e temprabilità superficiale. La pulizia dell'acciaio, in particolare il contenuto di inclusioni non metalliche come solfuri e ossidi, è fondamentale: il contenuto di inclusioni superiore alle soglie accettate funge da sito di inizio delle cricche da fatica. Acciai degasati sotto vuoto e raffinati in siviera con contenuto di ossigeno inferiore 15 ppm dimostrano durate a fatica significativamente più lunghe nelle prove di flessione rotante rispetto agli acciai fusi convenzionalmente.
Processo di forgiatura e struttura del grano
Il processo di forgiatura affina la struttura dei grani come fusione dei lingotti di acciaio in un flusso di grani denso e direzionale che segue la geometria del componente finito. Questo allineamento del flusso dei grani aumenta la resistenza alla propagazione delle cricche da fatica 20–40% rispetto alle barre lavorate dello stesso tipo di materiale, secondo i dati comparativi delle prove di fatica. La forgiatura a stampo chiuso con rapporti di riduzione controllati garantisce un affinamento costante del grano in tutta la sezione trasversale, anche nelle sezioni a pareti spesse come i nastri portasatelliti.
Qualità del trattamento termico
Processi di case-hardening – tipicamente cementazione seguita da tempra e rinvenimento — creare uno strato superficiale duro e resistente all'usura (in genere con una profondità effettiva della cassa di 0,8–2,0 mm) su un nucleo resistente. Le tensioni residue di compressione introdotte nell'interfaccia cassa-nucleo sono un meccanismo primario che ritarda l'inizio delle cricche da fatica nella zona di contatto della radice del dente e del fianco. Le deviazioni nell'atmosfera di cementazione, nell'uniformità della temperatura o nella velocità di raffreddamento determinano una profondità della cassa non uniforme o livelli di austenite ritenuti superiori 25% , entrambi i quali riducono sensibilmente la durata a fatica.
Spettro di carico effettivo rispetto a quello di progetto
I pezzi forgiati del cambio sono dimensionati per uno spettro di carico calcolato in base alla classe di vento del sito della turbina. Quando una turbina viene installata in un sito con una velocità media del vento superiore a quella prevista o con raffiche turbolente più frequenti, i danni cumulativi da fatica si accumulano più velocemente di quanto previsto dal modello di progettazione. Studi sul campo hanno dimostrato che i riduttori installati in siti onshore ad alta turbolenza possono consumare la loro vita a fatica teorica 12-15 anni anziché 20, anche quando i forgiati stessi sono esenti da difetti di fabbricazione.
Controllo della lubrificazione e della contaminazione
Lo spessore del film lubrificante nella zona di contatto dei denti degli ingranaggi è il fattore principale che previene l'affaticamento superficiale (micropitting e macropitting). Quando il rapporto lambda – il rapporto tra lo spessore del film d’olio e la ruvidità della superficie del composito – scende al di sotto 1.0 , si verifica il contatto metallo-metallo e l'affaticamento superficiale inizia rapidamente. Ingresso d'acqua sopra 0,1% in volume nell'olio del cambio accelera notevolmente l'affaticamento della superficie dei cuscinetti e degli ingranaggi favorendo l'infragilimento da idrogeno e riducendo la resistenza del film lubrificante. Il numero di particelle contaminanti superiori alla classe di pulizia ISO 4406 16/14/11 è stato direttamente correlato alla durata ridotta dei cuscinetti nei programmi di monitoraggio dei riduttori eolici.
Confronto della durata utile per tipo di componente di forgiatura
| Componente forgiato | Vita progettuale tipica | Modalità di guasto comune | Fattore limitante la vita |
|---|---|---|---|
| Corona dentata (anello) | 20–25 anni | Affaticamento da flessione della radice del dente | Uniformità della profondità della cassa, spettro di carico |
| Portatore di pianeti | 20 anni | Fatica strutturale alle giunzioni delle anime | Concentrazione dello stress, forgiando il flusso del grano |
| Albero lento (LSS) | 20–25 anni | Fatica torsionale, sfregamento nelle sedi delle chiavette | Finitura superficiale, tolleranze di adattamento |
| Albero veloce (HSS) | 20 anni | Vaiolature superficiali nelle sedi dei cuscinetti | Qualità della lubrificazione, allineamento |
| Flange e giunti per ingranaggi | 20-30 anni | Crepe per fatica nei fori dei bulloni | Precarico del bullone, protezione dalla corrosione |
Come è incorporata la resistenza alla fatica nei pezzi fucinati
La resistenza alla fatica (la capacità di sopportare milioni di cicli di sollecitazione ripetuti senza l'innesco di cricche) è la proprietà più importante della forgiatura di un cambio. Diverse fasi di produzione lavorano in combinazione per massimizzarlo:
- Pallinatura dei fianchi e delle radici dei denti degli ingranaggi introduce tensioni residue di compressione fino a 600–800 MPa sulla superficie, opponendosi direttamente alle sollecitazioni di trazione generate durante il carico dei denti che altrimenti determinerebbero la propagazione delle cricche.
- Rapporti di riduzione della forgiatura controllati di almeno 4:1 sono specificati per garantire la completa rottura della struttura dendritica originale del lingotto e una dimensione del grano uniforme in tutta la sezione trasversale di forgiatura.
- Test ad ultrasuoni (UT) e ispezione con particelle magnetiche (MPI) vengono applicati sul 100% dei forgiati di riduttori destinati ad applicazioni eoliche, rilevando discontinuità interne e superficiali non identificabili visivamente.
- Rinvenimento dopo tempra riduce la fragilità introdotta dalla trasformazione martensitica mantenendo la durezza superiore 58–62 HRC nel caso dei componenti dei denti degli ingranaggi.
- Tolleranze dimensionali strette (grado di precisione dell'ingranaggio AGMA 11 o ISO 5 equivalente) riducono al minimo l'amplificazione del carico dinamico causata dalla spaziatura dei denti e dagli errori di profilo, riducendo direttamente il carico di fatica relativo alla coppia nominale trasmessa.
Pratiche di manutenzione che prolungano la durata utile della forgiatura
Anche i pezzi fucinati di altissima qualità falliranno prematuramente se la manutenzione viene trascurata. Le seguenti pratiche hanno documentato un impatto positivo sulla longevità della forgiatura del cambio:
Campionamento e analisi dell'olio
Campionamento regolare dell'olio, in genere ogni 3–6 mesi — rileva i detriti precoci dovuti all'usura dalle superfici degli ingranaggi e dei cuscinetti prima che si verifichino danni macroscopici. L'analisi ferrografica dei campioni di olio può identificare anche la micropitting dei denti degli ingranaggi 6-12 mesi prima che si trasformi in scheggiature visibili, consentendo un intervento di manutenzione programmata piuttosto che una sostituzione di emergenza.
Monitoraggio delle vibrazioni
Il monitoraggio continuo delle vibrazioni tramite accelerometri montati sulla scatola del cambio cattura le armoniche di frequenza degli ingranaggi e le frequenze dei difetti dei cuscinetti che sono caratteristiche di specifiche modalità di guasto nei pezzi forgiati. I sistemi di monitoraggio delle condizioni con soglie di allarme automatizzate consentono agli operatori di rilevare segnali di vibrazioni anomale settimane o mesi prima di un fallimento catastrofico , riducendo i tempi di inattività non pianificati e i danni secondari ai componenti adiacenti.
Ispezione dell'allineamento e del braccio di torsione
Il disallineamento tra l'albero del rotore e l'ingresso del cambio introduce una distribuzione del carico non uniforme sulle facce dei denti degli ingranaggi, facendo sì che un'estremità del dente sopporti carichi sproporzionatamente elevati. Valori del fattore di distribuzione del carico sul fianco sopra riportati K_H_beta = 1,3 (secondo ISO 6336) sono considerati dannosi per la resistenza alla fatica a lungo termine. L'ispezione annuale e la correzione dell'allineamento della trasmissione possono ridurre in modo misurabile il tasso di accumulo dei danni da fatica nei forgiati del portasatelliti e della corona dentata.
Verifica della coppia di serraggio dei bulloni
Le flange forgiate strutturali e i gruppi portanti si basano sul corretto precarico dei bulloni per mantenere l'integrità del giunto. Gli elementi di fissaggio allentati consentono micromovimenti sulle superfici di accoppiamento, generando usura da sfregamento e crepe da fatica nei fori dei bulloni. Verifica della coppia a ogni intervallo di manutenzione principale, in genere una volta all'anno o successivamente 50.000 ore di funzionamento equivalenti — previene l'allentamento progressivo del giunto altrimenti invisibile finché non viene rilevata la rottura della flangia.
Estensione della vita oltre i 20 anni
Con l’invecchiamento della flotta eolica globale, l’estensione della vita delle turbine esistenti è diventata un’opzione economicamente importante. Le turbine le cui torri e fondazioni rimangono strutturalmente solide ma la cui durata di vita prevista di 20 anni si avvicina può essere valutata per il funzionamento continuo, con i pezzi forgiati del cambio che rappresentano un elemento di valutazione chiave.
Le valutazioni sull'estensione della vita dei pezzi fucinati delle scatole del cambio comportano tipicamente:
- Calcolo del consumo a fatica — confrontando la storia del carico effettivo (dai dati SCADA) con lo spettro di carico del progetto originale per determinare la vita a fatica rimanente utilizzando la regola di Miner
- Esame non distruttivo — ispezione con boroscopio dei denti degli ingranaggi, ispezione con coloranti penetranti o particelle magnetiche delle superfici di forgiatura accessibili e misurazione dello spessore a ultrasuoni dei nastri portanti
- Revisione dell'andamento dell'analisi dell'olio — valutazione della tendenza a lungo termine delle concentrazioni di metalli soggetti a usura e del numero di particelle per identificare i componenti che si avvicinano alla fine della loro vita a fatica superficiale
- Sostituzione componenti repowering — sostituzione selettiva di forgiati ad alta usura come l'HSS e le relative sedi dei cuscinetti, pur mantenendo i principali forgiati strutturalmente sani come la corona dentata e il portasatelliti
I progetti che hanno seguito protocolli strutturati di estensione della vita utile hanno azionato con successo riduttori di turbine con forgiati originali 5–10 anni oltre la vita di progetto iniziale , generando entrate da infrastrutture che altrimenti verrebbero smantellate.
Segnali che i pezzi fucinati del cambio si stanno avvicinando alla fine della vita utile
Riconoscere i primi segnali di allarme consente agli operatori di pianificare le sostituzioni in modo proattivo anziché rispondere a guasti improvvisi. Gli indicatori chiave includono:
- Aumento delle concentrazioni di ferro (Fe) e cromo (Cr) nei campioni di olio — valori che aumentano di oltre 5 ppm per intervallo di campionamento suggeriscono un'accelerazione dell'usura degli ingranaggi o della superficie dell'albero
- Bande laterali di frequenza della mesh degli ingranaggi negli spettri di vibrazione — le bande laterali di modulazione di ampiezza attorno alle armoniche dell'ingranaggio indicano lo sviluppo di danni al profilo dei denti sui componenti forgiati degli ingranaggi
- Affaticamento visibile della superficie del dente durante l'ispezione con boroscopio — la micropitting che copre più del 10% dell'area attiva del fianco del dente è un criterio per la sostituzione pianificata nella maggior parte degli standard di manutenzione dei riduttori
- Aumento della temperatura di funzionamento del cambio — un aumento prolungato di oltre 5°C al di sopra del livello di riferimento storico alle stesse condizioni ambientali suggerisce un deterioramento delle condizioni di lubrificazione o un attrito interno dovuto a componenti usurati
- Rumore anomalo durante il funzionamento — il rumore di tipo impatto alla frequenza di rotazione dell'albero o alla frequenza di ingranamento dell'ingranaggio indica scheggiature o scheggiature dei denti sui componenti forgiati degli ingranaggi







Novità
Inviaci un messaggio adesso!
-
Terminale mobile
-
Collegamenti rapidi
Prodotti Chi siamo Attrezzature e capacità Qualità Novità Contattaci -
Categoria di prodotto
Forgiati di energia elettrica Forgiati di macchinari navali e portuali Forgiati minerari e metallurgici Forgiati per macchinari per alimenti e mangimi Forgiati per l'industria petrolchimica Fabbricazione di saldatura PARTI DI FINITURA PERSONALIZZATE -
Contattaci
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: No.21 Jinfeng Road, Parco per lo sviluppo economico, distretto di Dafeng, città di Yancheng, Jiangsu, Cina
Diritto d'autore © 2025 Yancheng ACE Machinery Co., Ltd. Tutti i diritti riservati.
Produttore cinese di pezzi fucinati a stampo aperto
fornitore di forgiati di precisione personalizzati
